Viimati üle vaadatud 30. mai 2026
Dünaamiline tasakaalustamine A-st Z-ni: täielik juhend vibratsioonist ja tasakaalustamatusest vabanemiseks
Vibratsioon on üks tööstusseadmete rikete peamisi põhjuseid ja rootori tasakaalustamatus on selle kõige sagedasem allikas. See on nähtamatu vaenlane, kes aeglaselt, kuid kindlalt hävitab masina seestpoolt: alates laagrite enneaegsest kulumisest kuni katastroofiliste riketeni ja avariiliste seisakuteni.
Tasakaalustamatus ei ole väike viga, vaid tõsine oht igale pöörlevale seadmele. Probleemi ignoreerimine viib hävitavate tagajärgedeni: tasakaalustamatus ja võllide vale joondus suurendavad järsult laagrite dünaamilist koormust ja kiirendavad nende riket, liigse energiatarbimise maht võib ulatuda 10–25%-ni ning planeerimata avariiseisakute maksumus võib küündida sadadesse tuhandetesse eurodesse.
Mida te sellest juhendist õpite:
- Tasakaalustamatuse füüsiline olemus ja miks see tekib
- Tasakaalustamatuse liigid ja kuidas igaüht kõrvaldatakse
- Millal ja miks on tasakaalustamine vajalik
- Kaasaegsed tasakaalustamismeetodid ja -seadmed
- Tasakaalustamise kvaliteediastmed ja ISO standardid
- Õigeaegse tasakaalustamise majanduslik põhjendus
- Kuidas tasakaalustamisteenust õigesti tellida
1. peatükk: Mis on tasakaalustamatus — probleemi allikas?
Lihtne selgitus
Tasakaalustamatus on seisund, milles pöörleva osa mass jaotub pöörlemistelge suhtes ebaühtlaselt. Lihtsamalt öeldes ei lange rootori massikese kokku selle geomeetrilise teljega.
Igapäevane analoogia: Mõelge, kuidas pesumasin "hüppab" tsentrifuugitsükli ajal, kui pesu koguneb ühele küljele. Või kuidas auto rool väriseb suurel kiirusel, kui ratas on pärast rehvivahetust tasakaalustamata jäänud. Mõlemal juhul on süüdlaseks massi ebaühtlane jaotus pöörlemistelge ümber. Täpselt sama toimub tööstuslikes rootorites — metall on ühel kohal raskem ja pöörlemise käigus tekib väljaheide.
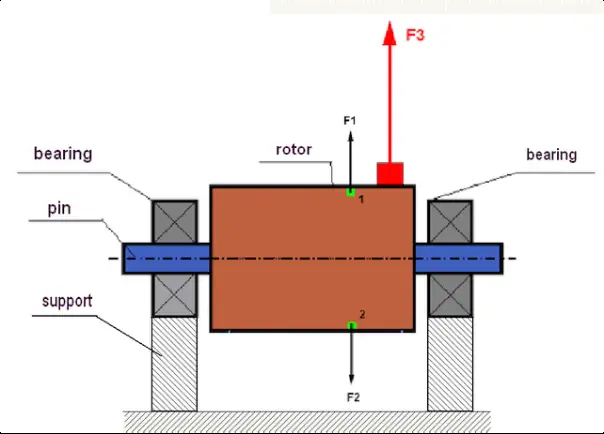
Joon. 1. Rootor ja tsentrifugaaljõud: täiuslikult tasakaalustatud rootori puhul tühistavad jõud F1 ja F2 üksteist, kuid asümmeetriline mass (punane) loob tasakaalustamatuse jõu F3
Tasakaalustamatuse jõud toimimas: vaid 10-grammise tasakaalustamatusega ventilaatori rootor, mille läbimõõt on 1 meeter ja mis pöörleb kiirusel 1500 p/min, tekitab tsüklilise jõu, mis on võrdne ligikaudu 12,5 kgf-iga! See on nagu 12,5 kg haamriga 25 korda sekundis laagrite vastu löömist.
Ideaaltingimustes peaks rootori mass olema pöörlemistelge suhtes sümmeetriline. Seejärel tühistavad pöörlemise käigus tekkivad tsentrifugaaljõud üksteise ning vibratsiooni praktiliselt ei esine. Kuid niipea kui tekib väiksemgi asümmeetria (ebaühtlane kulumine, mustuse kogunemine, tootmisdefekt), tekib pöörlemise ajal tasakaalustamata tsentrifugaaljõud, mis põhjustab vibratsiooni.
Tasakaalustamatuse liigid
Tasakaalustamatusel võib olla mitu vormi. Eristatakse kolme põhiliiki:
Staatiline tasakaalustamatus (üheastmeline)
Tekib siis, kui rootori massikese on nihkunud pöörlemisteljega paralleelselt. Võib seda ette kujutada kui üksikut "rasket kohta" rootori peal. Isegi paigalseisus, horisontaalsele toele asetudes, pöördub selline rootor alati nii, et raske pool jääb alla.

Joon. 2. Staatiline tasakaalustamatus: "raske koht" pöördub gravitatsioonijõu mõjul alati alla
Staatiline tasakaalustamatus on tüüpiline kitsastele, kettakujulistele rootoretele (lihvimisrattad, õhukesed rihmarattad, kitsad ventilaatoriimpellerid). Selle kõrvaldamine on suhteliselt lihtne — paigaldatakse üks parandusmass ühes tasandis, "raske kohaga" diametraalselt vastupidisele poolele.
Moomendtasakaalustamatus (paaritasakaalustamatus)
Keerulisem juhtum. Tekib siis, kui kaks võrdset tasakaalustamatut massi asuvad rootori pikkust mööda eri tasandites, 180° vahekaugusega. Paigalseisus on selline rootor tasakaalus — sellel ei ole ühtegi "rasket kohta" ega kaldumist.
Pöörlemise ajal loovad need kaks massi aga momente, mis panevad rootori "kõikuma" või "värisema" tugevalt. Moomendtasakaalustamatuse kõrvaldamiseks on vajalik massikorrektsioon vähemalt kahes tasandis.
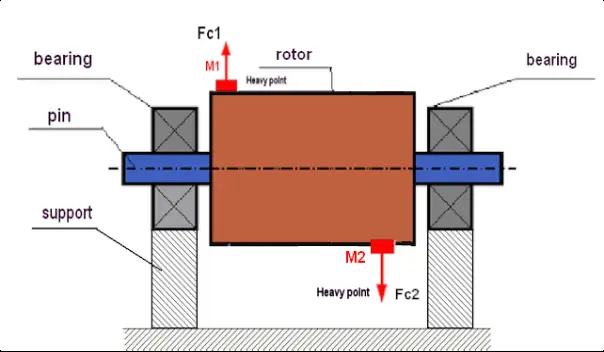
Joon. 3. Dünaamiline (mooment) rootori tasakaalustamatus: ebavõrdsed massid M1 ja M2 loovad tsentrifugaaljõudude paari F1 ja F2, mis panevad rootori "kõikuma"
Dünaamiline tasakaalustamatus
See on kõige üldisem ja praktikas kõige sagedasem juhtum. Dünaamiline tasakaalustamatus on staatilise ja moomendtasakaalustamatuse kombinatsioon. See ilmneb ainult pöörlemise ajal ning on enamiku tööstusliku rootori vibratsioonide peamine põhjus.
Dünaamilise tasakaalustamatuse kõrvaldamine nõuab alati massikorrektsioooni vähemalt kahes tasandis (kahetasandiline tasakaalustamine). Seetõttu viiakse professionaalne dünaamiline tasakaalustamine läbi spetsiaalsete instrumentidega, mis suudavad mõõta vibratsiooni korraga mitmes punktis.
Lähemalt tasakaalustamatuse liikidest: staatiline, mooment ja dünaamiline — mis on vahe?
Tasakaalustamatuse põhjused
Tasakaalustamatus võib olla kas "kaasasündinud" (tootmisdefektid) või "omandatud" kasutuse käigus. Põhjuste mõistmine aitab mitte ainult praegust tasakaalustamatust kõrvaldada, vaid ka selle kordumist ennetada.
Tootmis-(kaasasündinud) defektid
Need tekivad komponendi tootmise etapis:
- Ebatäpsused valamisel või mehaanilisel töötlemisel: ebaühtlane seinapaksus, nihkunud avad, treimise vead
- Materjali ebahomogeensus: poorid valudetailis, sulised ja tühimikud metallis loovad ebaühtlase tihedusjaotuse
- Montaaživead: kui rootor koostatakse mitmest osast (kettad, labastikud, rumm), kuhjuvad tolerantsid ja tekitavad tasakaalustamatust
Seadme kasutuselevõtul on oht tehasedefektidest tuleneva "kaasasündinud" tasakaalustamatuse esinemiseks. Seetõttu on kriitilised seadmed (pumba- ja ventilaatorirootorid, väntvõllid) parim tasakaalustada enne paigaldamist või vahetult pärast monteerimist.
Ekspluatatsioonilised (omandatud) defektid
Need ilmnevad seadme kasutamise käigus ning on tasakaalustamatuse kõige sagedasem põhjus:
- Ebaühtlane kulumine: tööpinnad kuluvad erineva kiirusega — ventilaatori labastikud, purustaja haamrid, lõikurinoaed. Abrasiivne kulumine, erosioon ja mehaanilised kahjustused loovad asümmeetria
- Deformatsioon: ülekuumenemise, löögi või ülekoormusega painutatud võll. Lõdvad kinnitused, mis lubavad rootori kasutuse käigus "uitata" ja moonutuda
- Materjali kogunemine: tolm, mustus ja töötlusmaterjal kogunevad ventilaatori labastele. Purustajate rootorite külge kleepub töödeldav materjal. Isegi väike ebaühtlane kogunemine suure raadiuse juures tekitab olulise tasakaalustamatuse
- Korrosioon: keemiline korrosioon ja tilkerooste imbuvast vedelikust loovad süvendeid ja ebaühtlase massikao
- Komponentide kadu: turbiinilabade, hammasratta hamba või purustaja haamri äkiline kadu toob kaasa raske, järsu tasakaalustamatuse
"Omandatud" tasakaalustamatus koguneb kasutuse käigus järk-järgult. See teeb regulaarse vibratsiooni diagnostika ja plaanilised tasakaalustamistööd hoolduse asendamatuks osaks.
Remonditööde käigus tekkinud defektid
Need tekivad pärast remonditööde teostamist:
- Ebakvaliteetne montaaž: osade vale paigaldus, montaažiprotseduuri mittejärgimine
- Asümmeetrilised kinnitused: üksikute labastike, löökide või haamrite asendamine kogu ansambli ümbertasakaalustamiseta
- Keevitusvead: ebaühtlane keevisõmblus, erineva massiga keevisõmblused
- Hooletu paigaldus: rootor on võllile paigaldamisel kaldu
Iga suurem sekkumine rootori konstruktsiooni remondi käigus (osade asendamine, keevitamine, treimimine) toob kaasa kõrge riski "remondi käigus tekkinud" tasakaalustamatusele ning nõuab kohustuslikku ümbertasakaalustamist.
Tasakaalustamatuse eiramise tagajärjed
Isegi väikese tasakaalustamatuse ignoreerimine toob kaasa hävitavate tagajärgede ahela:
Tasakaalustamatuse ohud:
- Laagrite kiirenenud kulumine: tasakaalustamatus ja võllide vale joondus suurendavad järsult laagrite koormust ja kiirendavad nende riket. Kasutusiga võib langeda mitmelt aastalt mõne kuuni
- Konstruktsiooni praod: pidev vibratsioon põhjustab metalli väsimust, mis viib pragunemiseni raami ja vundamendis ning kinnitusboltide loosimiseni
- Liigne energiatarbimine 10–25%: märkimisväärne osa energiast ei kulu kasulikule tööle, vaid masina "raputamisele"
- Toote kvaliteedi halvenemine: vibratsioonil on negatiivne mõju tootmisprotsessile
- Avariiseisak: tasakaalustamatus viib lõpuks äkilise rikke ja terve tootmisliini seiskumiseni
- Ohutusriskid: suurenenud müra, operaatori väsimus ja oht pöörlevate osade lahtilennu tõttu
Kuidas tuvastada vibratsioonipõhjust: juhend vibratsiooni diagnostikaks
2. peatükk: Dünaamiline tasakaalustamine — kaasaegne lahendus
Dünaamiline tasakaalustamine on pöörleva osa tasakaalustamatuse kõrvaldamise protsess, mis viiakse läbi rootori töötamise ajal (tööpöörlemisrežiimis). Erinevalt staatilisest tasakaalustamisest, mis toimub ilma pöörlemiseta, võimaldab dünaamiline tasakaalustamine kõrvaldada nii staatilist tasakaalustamatust (massikeskme nihe) kui ka moomendtasakaalustamatust (massi ebaühtlane jaotus rootori pikkust mööda).
Kuidas see toimib: 5 sammu
Professionaalne dünaamiline tasakaalustamine viiakse läbi mitmes etapis:
- Vibratsiooni mõõtmine: kõrgtundlikud andurid (kiirendusandurid) mõõdavad laagrite tugedel vibratsiooni amplituudi ja faasi
- "Raske koha" lokaliseerimine: spetsiaalne instrument (vibratsioonianalüsaator-tasakaalustaja) analüüsib signaali ja määrab täpselt, kus tasakaalustamata mass rootoril asub
- Parandusmasside arvutamine: saadud andmete põhjal arvutatakse automaatselt parandusmassi (või mitme massi, kahetasandilise tasakaalustamise korral) täpne mass ja nurkasuund
- Masside paigaldamine/eemaldamine: parandusmasside kinnitatakse rootoril (keevitamise või kruvide abil) või eemaldatakse vastupidi liigne mass (puurimisega)
- Kontrollmõõtmine: pärast masside paigaldamist mõõdetakse vibratsioon uuesti, et kinnitada selle vähendamist lubatud piiridesse
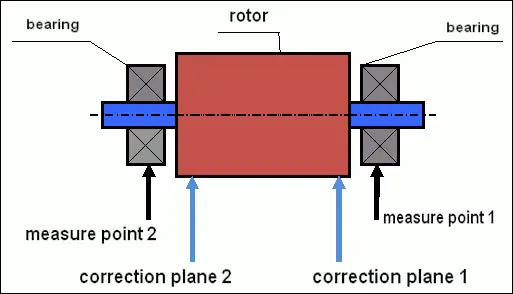
Joon. 4. Dünaamilise tasakaalustamise skeem: vibratsiooniandurid on paigaldatud tugedele punktides 1 ja 2, parandusmasside paigaldatakse kahes parandustasandis
Vibratsioonidiagnostika ja tasakaalustamisteenus
Viime läbi vibratsioonidiagnostika ja tuvastame teie seadme suurenenud vibratsiooni põhjused
Võtke ühendust Seadmete dünaamilise tasakaalustamise teenused3. peatükk: Millist seadet on vaja tasakaalustada?
Peaaegu iga pöörlev komponent võib vajada tasakaalustamist. Siin on peamised objektid, millega spetsialistid töötavad:
3.1. Ventilaatorid ja suitsugaaside ventilaatorid
Tööstuslikud ventilaatorid on eriti altid tasakaalustamatusele. Kasutamise käigus kogunevad impelleri labastele tolm, mustus ja töötlusmaterjal, nihutades massikeset. Samuti on võimalik labastike ebaühtlane kulumine, moondumine ja korrosioon.
Pärast ühe betoonitehase tõmbeventilaatori tasakaalustamist saavutati aastane elektrienergia sääst umbes 7000 euro väärtuses ning laagrite kasutusiga pikenes 4 kuust 2 aastani.
Lähemalt: 5 tööstusliku ventilaatori vibratsioonipõhjust ja kuidas neid kõrvaldada
3.2. Elektrimootorid ja generaatorid
Elektrimootori rootorid ja generaatori ankerid on ühed sagedasemad tasakaalustamisobjektid. Pärast mootori mähise ümbermähkimist on rootori tasakaalustamine kohustuslik, kuna ümbermähkimine võib muuta massijaotust. Isegi väike tasakaalustamatus suurel pöörlemiskiirusel (3000 p/min) tekitab märkimisväärseid vibratsioonijõude.
Elektrimootori tasakaalustamise eripärad:
- Ankur tasakaalustatakse sageli koos kollektor-kommutaatoriga
- Nõutav tasakaalustamise kvaliteediaste on tavaliselt G2,5–G6,3
- Pärast ümbermähkimist on võimalik nii mehaaniline kui ka magnetiline tasakaalustamatus
- Täpsuse tagamiseks on eelistatum töökoja tasakaalustamine
Lähemalt: elektrimootori ankru tasakaalustamine pärast ümbermähkimist ja remonti
3.3. Pumbad ja kompressorid
Pumba impellerid, turbiinide rootorid ja kompressorite impellerid on paljude tööstusharude jaoks ärikriitilised seadmed. Pumba impelleri tasakaalustamatus ei tekita mitte ainult vibratsiooni, vaid ka muid probleeme:
- Mehaaniliste tihendite enneaegne rike: vibratsioon põhjustab võlli hälvet, mis hävitab tihendi ja toob kaasa lekked
- Kavitatsioon: vibratsioonist põhjustatud ebastabiilne töö võib süvendada kavitatsioonimõjusid
- Laagrite suurenenud kulumine: eriti kriitiline kõrgsurve-pumpade puhul
Tööstusliku pumba remondil tuleb iga impeller tasakaalustada — töökojas (kui eemaldatakse) või kohapeal (pärast kokkupanekut). Sageli kasutatakse kombineeritud lähenemist: impeller tasakaalustatakse esmalt eraldi, seejärel tasakaalustatakse täielikult kokkupandud pumba rootor uuesti kokkupandud kujul.
Lähemalt: pumpade tasakaalustamine ja tihendi kasutusea pikendamine
3.4. Põllumajandustehnika
Kombainide peksutrummlid, põhuniitja rootorid, lõikurid, multšerivõllid ja rotatsiooninitid. Põllumajanduses tähendab masina rike külvi või koristuse ajal mitte ainult seisakut, vaid ka otsest kahjumit kadunud saagi, madala kvaliteedi ja tähtaegade ületamise tõttu.
Lähemalt: põllumajandustehnika tasakaalustamine hooajal töökindluse tagamiseks
4. peatükk: Kaks peamist lähenemist: töökojas või kohapeal?
Tasakaalustamistööde teostamiseks on kaks põhiviisi, millel kummalgi on oma eelised ja rakendusala.
Töökoja tasakaalustamine (masinal)
Rootor (või võll, või ratas) eemaldatakse masinast ja paigaldatakse spetsiaalsele tasakaalustusmasinale. Masin kiirendab rootori nõutava kiiruseni ja mõõdab tasakaalustamatust. Kaasaegsed tasakaalustusmasinad on arvutijuhitavad — need arvutavad tasakaalustamatuse kõrvaldamiseks vajalike masside suuruse ja nurkasuuna.
Eelised: üksiku komponendi kõrge tasakaalustamistäpsus, võimalus teostada kaasnevaid remonditöid (treimimine, keevitamine) ning kontrollitud töökoja tingimused.
Puudused: nõuab täielikku lahtivõtmist, transporti ja järgnevat kokkupanekut, mis suurendab märkimisväärselt seadme seisakuaega. Samuti ei arvesta see seotud süsteemide mõjuga: tuged, laagrid ja vundament.
Kohapealne tasakaalustamine (välitasakaalustamine)
Tasakaalustamine viiakse läbi otse kliendi seadmel, selle oma laagrites, rootori eemaldamiseta. Kaasaskantava vibratsiooni mõõtmissüsteemi ja lasertahhomeetri abil tasakaalustab insener agregaadi töökiirusel, otse paigalduskohas.
Eelised: minimaalne seisakuaeg (tööd võtavad tihti vaid mõne tunni) ja märkimisväärne sääst lahtivõtmisel ja kokkupanekul. Peamine eelis on see, et kogu süsteem tasakaalustatakse ansamblina, arvestades tegelikke töötingimusi.
Puudused: parandusmasside paigaldamiseks on vaja juurdepääsu rootoril ning agregaati peab olema võimalik mitu korda käivitada ja seisata.
Üksikasjalik võrdlus: kohapealne tasakaalustamine vs töökoja tasakaalustamine — kumb valida?
5. peatükk: Tasakaalustamise kvaliteediastmed ja ISO standardid
Tasakaalustamise kvaliteeti hinnatakse rahvusvaheliste standardite alusel. Põhidokumendiks on ISO 21940-11 (endine ISO 1940-1), mis määratleb tasakaalustamise kvaliteediastmed (tähistatakse tähega G).
Mis on G-aste?
Aste määratleb lubatud jääktasakaalustamatuse pärast tasakaalustamist. Mida madalam on G-arv, seda rangemad on täpsusnõuded. Igat liiki seadmel on oma soovitatav aste:
| G-aste | Seadme liik | Näited |
|---|---|---|
| G16 | Jäme tasakaalustamine | Purustajad, põllumajandustehnika, kardaanvõllid |
| G6,3 | Standardne tööstuslik kvaliteet | Ventilaatorid, pumbad, elektrimootorid |
| G2,5 | Kõrgem kvaliteet | Turbiinid, kompressorid, tööpingiajamid |
| G1,0 | Täppis-tasakaalustamine | Tööpingi spindlid |
| G0,4 | Ülitäpne tasakaalustamine | Täpplihvimismasinate spindlid |
Üksikasjalik juhend: tasakaalustamise kvaliteediastmed ISO 21940-11 järgi arvutusvalemitega
6. peatükk: Miks tasakaalustamine on investeering, mitte kulu?
Rootori või võlli tasakaalustamise kulud on kokkusobimatus väiksemad kui kulud seisakutele ja remonditöödele, mis tekivad seadme vibratsiooni tõttu kasutuskõlbmatuks muutudes. Masinate õigeaegse tasakaalustamisega säästate laagrite asendamise, korpuse remondi ja planeerimata tootmisseisakute pealt.
Otsene sääst tasakaalustamisest:
- Laagrikulud vähenevad 70–80%: õigeaegne tasakaalustamine pikendab laagrite kasutusiga mitu korda
- Energiasääst 10–25%: tasakaalustatud seade tarbib vähem energiat, sest see ei raiska võimsust vibratsioonile
- Kuluka seisakuaja vältimine: tootmisliini avariiseisak võib maksta sadu tuhandeid eurosid päevas
- Seadme kasutusiga pikeneb 2–3×: vibratsiooni puudumine tähendab, et metallis ei teki väsimiskahjustusi
Juhtumiuuring: betoonitehas
Seade: katlaüksuse tõmbeventilaator
Probleem: suurenenud vibratsioon, laagrite vahetus iga 4 kuu tagant
Lahendus: impelleri dünaamiline tasakaalustamine kohapeal
Tulemus:
- Elektrienergia sääst: umbes 7000 €/aastas
- Laagrite kasutusiga: 4 kuust 2 aastani
- ROI (tasuvus): 1,5 kuud
Täielik arvutus: tasakaalustamise majanduslik mõju tegelike juhtumitega
Professionaalne tasakaalustamiskeskus: mis on oluline
Tasakaalustamine ei ole pelgalt tehniline protseduur, vaid vastutustundlik töö, mis nõuab oskusi ja kogemusi. Usaldades selle professionaalidele, saate garantii kvaliteetsele tulemusele.
Spetsialistide soovitused tasakaalustamise kohta
Nende soovituste järgimine aitab teil tasakaalustamisest maksimaalset kasu saada ning pikendada seadme tööiga.
Korduma kippuvad küsimused
Millal on rootorid vaja tasakaalustada?
Tasakaalustamine on vajalik alati, kui vibratsioonitase tõuseb, pärast iga pöörlevate osade remonti, pärast rootori komponentide asendamist ning rutiinselt plaanilise hoolduse osana (tavaliselt kord 1–2 aasta jooksul ärikriitilise seadme puhul).
Kas seadmeid saab tasakaalustada ilma neid lahti võtmata?
Jah. Seda nimetatakse kohapealseks ehk välitasakaalustamiseks. Kaasaskantavate instrumentide abil saab spetsialist tasakaalustada rootori otse seal, kus see on paigaldatud, ilma seda masinast eemaldamata. See lähenemine säästab nii aega kui ka lahtivõtmiskulusid.
Kui palju tasakaalustamine maksab?
Hind sõltub rootori massist, seadme keerukusest ja tasakaalustamismeetodist. Ligikaudsed hinnad: väikesed rootorid (kuni 100 kg) — alates 150–250 EUR, keskmised (100–1000 kg) — alates 250–500 EUR, suured (üle 1000 kg) — alates 500 EUR. Kohapealsel tasakaalustamisel on tellimuse miinimum 500 EUR.
Kokkuvõte: teie järgmised sammud
Tasakaalustamatus ei ole väike viga, mida ignoreerida, vaid tõsine oht igale pöörlevale seadmele. Kaasaegsed dünaamilise tasakaalustamise meetodid, mida teostatakse nii statsionaarsete masinate peal kui ka otse käitamiskohas, võimaldavad seda probleemi tõhusalt kõrvaldada.
Peamised järeldused sellest juhendist:
- Vibratsioon on üks tööstusseadmete rikete peamisi põhjuseid ja tasakaalustamatus on selle kõige sagedasem allikas
- Tasakaalustamatust on kolme liiki: staatiline, mooment ja dünaamiline — igaüks nõuab omaette lähenemist
- Tasakaalustamist saab teha töökojas või kohapeal — valik sõltub konkreetsest olukorrast
- Tasakaalustamise kvaliteeti hinnatakse ISO 21940-11 järgi (G tasakaalustamise kvaliteediastmed)
- Tasakaalustamise kulu on väga kasumlik investeering, tasuvusajaga 2 nädalat kuni 2 kuud
Tasakaalustamine ja vibratsioonidiagnostika
Instrumendid ise tegemiseks ja meie spetsialistide teenused
Instrument Balanset-1A
Universaalne tasakaalustamisinstrument kõigi rootoriliikide jaoks
Osta instrument